





我们欧博所做的迪欧项目的老板对欧博项目老师最大的评价就是富有研究精神,有一股子钻劲。项目组进入几个月下来,几乎每天都有新的管理动作推出。
因为有这些创新,效果就很明显:月产值从1200多万提升到了1600多万,提升了400多万,提升了30%。
我们看一看他们在计划模式上的创新:企业最早的计划模式是业务拿到订单以后交给车间自己排产,然后各个班组根据自己的情况来做。由于缺乏统筹,有的工序做得快,有的做得慢,有的部件先流到后工序去了,有的部件却还在前车间没流下来,这样到包装车间的时候,都无法包装,半成品堆在各个车间,货却入不了成品仓。导致工序效率不低,但整体效率低,准交率低,出货量少。
车间生产核心在于配套性流动,如果没有配套,流到后面也没用。不论是配套还是流动,都需要有人统筹,否则开完料以后,必然做乱。
所以,欧博项目组老师就从生产的计划入手,解决配套和流动问题。
每天下午五点钟由计划部(PMC)计划员给出第二天木工车间的生产计划,木工车间主管接到这个计划以后安排开料工序的生产。开料工序之后的锣机、排钻、冷压这些工序的生产计划则等开料计划执行一定时间后,再做安排。先控制开料工序。
第二天早上8点开料班长将车间主管安排的任务分到每个机台、每个工人头上,开始生产。上午10点钟左右,开料班长将自己这道工序的生产情况反馈给木工车间主管,主管根据开料班长反馈上来的信息,开始下达锣机、冷压这些开料后工序的生产任务。
后工序的生产任务必须根据开料班组的生产状况来下达,否则没用。当然如果车间主管不去下达锣机、排钻、冷压等开料后工序的生产计划,而由着这些后工序自己随意到开料工序或别的工序拿料做,则生产过程一定混乱,产品就不可能配套流动。我们设计的这种计划方式做到了既要管控又要可行的效果。
这样排产的效果十分显著,20天之内,木工车间的产能提升了20%多。
刚才我们讲的是木工车间内部的控制方式,下面我们再介绍一下生产系统总的控制方式,请看下图:
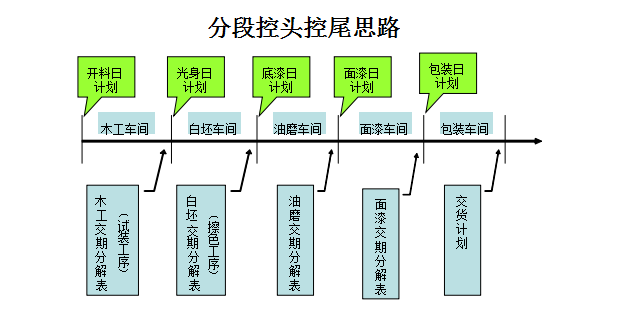
上图的核心是前推后拉、中间清的思想,或者叫两头卡、中间清的思想。怎么个两头卡、中间清呢?就是每个车间的第一道工序和最后一道工序严格控制,再拉动中间工序。以木工车间为例:
开料工序有个日计划来控制开料这个头;木工车间最后设个试装工序,试装工序对于它整个的木工车间生产是一个配套性的控制。
试装这个工序相当于木工车间的出货,能够装起来,说明可以配套交给下车间了。我们在试装工序有一个试装计划,实际上就相当于整个木工的出货计划。它来源于计划部门做订单评审时的交期分解,即各车间的完工时间节点,与最终出货是相对应的。木工车间可以通过试装工序形成一个清单计划来拉动木工的各个工序。
木工主管通过10点钟的计划来安排各工序的工作,那个叫前推;根据试装计划,在试装之前事先排查所欠缺的工件,然后要前面工序加紧对着试装所缺的东西去做,这个叫后拉,中间工序对着试装工序生产,后面要什么,就重点补什么,这就叫中间清。这等于在一个小小的木工车间就搞了一个前推后拉、中间清的动作,这就确保了木工车间每一个工序都对着试装的配套走,这样走到白坯车间的时候就都是配套的了。
然后到了白坯这里,光身工序是白坯的第一道工序,又采取了一个日计划的方式,这又是一个前推;擦色工序是它的末尾工序,这里又做了一个后拉,就是根据擦色工序日计划来排查前工序,形成拉动。白坯这个车间前推是在光身工序,后拉在擦色工序,中间工序接到后拉工序指令以后就按照这个去做,这个叫中间清,又是一个前推后拉中间清。
每个车间都这样走,都有前推后拉中间清的动作,整个生产就管控起来了,配套性流动大大增强,效果非常显著。
选自曾伟教授2010年11月22日课程内容
